Case Studies
Leading European Test House finds benefits with IMV’s ECO-systems
The Challenge
An expansion in the Test House business required an increase in the vibration test capability and capacity. However, investment was limited and increasing energy costs were reducing profitability for the business. Consideration had been given to increasing prices to cover energy costs, but this could slow the growing business.
The Solution
An existing V826LS shaker had been well-maintained and was continuing to run satisfactorily, but the amplifier was becoming unreliable and difficult to keep running. The solution was to keep the shaker and cooling blower and replace the amplifier with an IMV ECO-amplifier. This minimised the investment, but brought immediate improvements with a modern high-efficiency amplifier and automatic energy savings.

New Test standards and Customer requirements are both demanding higher displacement vibration tests. Installing IMV’s EM2405 shaker system gave the Test House 100mm displacement capability in addition to the automatic energy savings.
The Result
IMV’s ECO-systems are ideally suited to a Test House environment. The vibration system requires to be rated for the highest possible force, but for many test applications a much lower force is required. When running at a lower force, significant energy is wasted throughout the test. Traditional methods for energy saving are ineffective in practice as they require prior knowledge of the dynamic behaviour of the test specimen and hardware changes. IMV’s ECO-software automatically monitors the test condition and then minimises the energy required for the test. The operator doesn’t need to do anything and has a clear display of the energy saving as the test progresses. Even if the test specimen behaviour changes, the ECO-software automatically readjusts the system and finds the new optimal operating conditions.

By upgrading the amplifier for the old V826 shaker, exactly the same benefits of energy saving are achieved.
The ECO-software continuously logs the energy savings and the results can be displayed in Corporate reports for energy reduction programmes and for justifying return on investment.
The test house has seen a significant reduction in operating costs, in excess of €10,000 over a 12-month period. These real and significant cost savings achieved with the ECO-system and the ECO-amplifier upgrade have markedly reduced payback time and supported a continued upgrade of existing test capabilities in the most economical way.
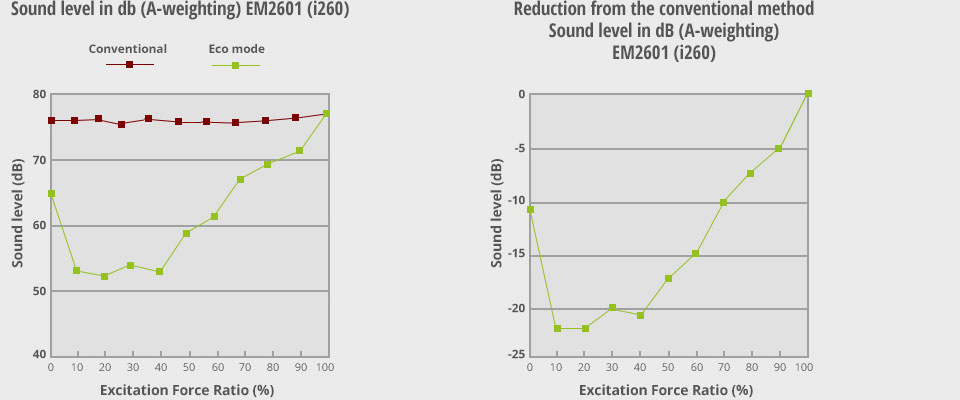
Although the primary goal was to reduce operating costs, the fact that the ECO-systems use less energy means that they also require less cooling air. A side product has been a reduction in the noise levels of the test lab, with the operators much happier in their work environment.
Sound reduction achieved over a conventional shaker system