Technologie
DAS EINZIGARTIGE KONZEPT DES ECO-SYSTEMS VON IMV
- Bis zu 80% Kosten- und Energieeinsparung
- Geräuscharmer Betrieb
- Hohe Schock-Geschwindigkeit
- Umfassender technischer Support
- Shaker mit Luft- und Wasserkühlung
Lesen Sie hier mehr über den ECO-Shaker.
Lesen Sie hier mehr über ‘Die Zukunft der Schwingungsprüfung’
Die Philosophie von IMV bei der Entwicklung der ECO-Anlagen stellt den Anwender in den Mittelpunkt und arbeitet bei der Konstruktion der Anlage nach einem ganzheitlichen Ansatz. Dem Benutzer werden alle wichtigen Kontrollfunktionen und weitere wichtige Informationen angezeigt.
Im Hintergrund steuert die ECO-Software die Anlage und überwacht ständig die Einhaltung aller wichtigen Betriebsparameter.
Vor der Benutzung des ECO-Schwingprüfsystems programmiert der Benutzer das gewünschte Schwingungsprofil. Ist die Anlage betriebsbereit und alle Parameter programmiert, startet der Regler das ECO-Schwingprüfsystem automatisch. Damit ist es betriebsbereit. Der Benutzer muss nicht mehr zwei Anlagen bedienen.
Nach dem Einschalten des ECO-Systems erfolgt die Feldeinstellung in Vorbereitung auf den Betrieb mit Nennleistung. Bis der Schwingungsversuch beginnt (solange noch keine Armaturleistung anliegt), läuft der Lüfter nicht mit voller Drehzahl. Das spart Energie.
Während des Betriebs überwacht das ECO-System die Parameter des ECO-Shakers und regelt Feldleistung und Lüfterdrehzahl automatisch auf die für den jeweiligen Versuch erforderlichen optimalen Werte nach.
Wenn für einen Schwingungsversuch eine geringe Kraft erforderlich ist, wird die Feldleistung automatisch reduziert. Bei geringer Feldleistung und niedriger Armaturleistung (Schwingungsversuch mit geringem Krafteintrag) wird durch die Absenkung der Lüfterdrehzahl erneut Energie eingespart.
Wird die für den Schwingungsversuch benötigte Kraft größer, erhöht das ECO-System automatisch die Feldleistung. Bei zunehmender Feld- und Armaturleistung (höherer Krafteintrag), steigt automatisch auch die Drehzahl des Lüfters, um einen optimalen Kühlluftstrom zu gewährleisten.
Das ECO-System überwacht im Hintergrund bis zu 200 unterschiedliche Parameter. Auf diese Weise wird sichergestellt, dass die Anlage stets mit hoher Betriebssicherheit arbeitet und nur die für den jeweiligen Schwingungsversuch benötigte Mindestenergie aufgewendet wird. Die Zustände der Sensoren werden ständig auf Fehler überwacht. Bei einer Störung schaltet der ECO-Shaker auf Nennbetrieb, so dass der Versuch ohne Unterbrechung fortgeführt werden kann. Gleichzeitig wird eine Fehlermeldung generiert, die bei der nächsten anstehenden Wartung abgearbeitet werden kann.
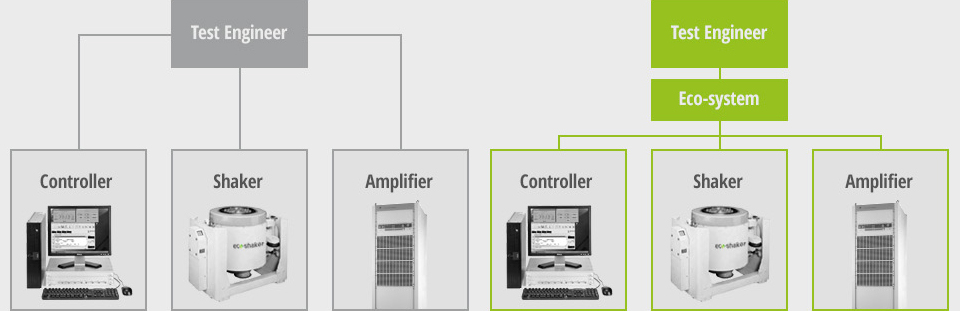
Der für die Durchführung des Schwingungsversuchs zuständige Ingenieur bedient lediglich den Schwingungsregler. Dadurch ist er in der Lage, sich voll auf alle wichtigen Informationen im Zusammenhang mit der Durchführung der Prüfung, auf das Prüfungsprofil und die Antwortsignale der Anlage zu konzentrieren. Das ECO-System arbeitet vollautomatisch im Hintergrund und spart damit Energie und Kosten.
Die ECO-Technologie von IMV ist durch internationale Patente geschützt. IMV ist als einziger Hersteller weltweit in der Lage, vollautomatisch arbeitende ECO-Shaker zu fertigen.
WIE ERFOLGT BEIM IMV-SYSTEM DIE REGELUNG DER FELDLEISTUNG?
Beim ECO-System von IMV erfolgt die Regelung der Feldleistung im Bereich 0 bis 100 %. Dies erfolgt mit Hilfe eines Leistungsumformers mit einer Schaltfrequenz von über 20kHz. Damit ist es möglich, die Feldleistung zwischen einem Minimumwert (0%) und dem Nennwert (100%) stufenlos zu regeln. Bedingt durch die hohe Schaltfrequenz des Leistungsumformers erfolgt keine Übertragung von Restwelligkeit infolge der Regelung des Feldstroms auf die Armatur. Durch die hohe Schaltfrequenz ist es ebenfalls möglich, die Feldstrom schnell von einem Betriebspunkt auf einen anderen zu schalten.
WIE ERFOLGT BEIM IMV-SYSTEM DIE REGELUNG DER DREHZAHL DES KÜHLLÜFTERS?
Beim ECO-System von IMV erfolgt die Regelung der Lüfterdrehzahl zwischen 5% und 100% durch einen Leistungsumformer mit einer Schaltfrequenz von über 20kHz. Damit ist die Lüfterdrehzahl von der Mindestdrehzahl (5%) bis zur Nenndrehzahl (100%) stufenlos regelbar. Infolge der hohen Schaltfrequenz ist die Lüfterdrehzahl optimal regelbar und kann zudem schnell von einem Betriebspunkt zu einem anderen geschaltet werden.
AUF WELCHE WEISE SPART DAS ECO-SYSTEM VON IMV ENERGIE UND KOSTEN EIN?
Bei herkömmlichen Schwingprüfsystemen erfolgt die Einstellung der Feldleistung und der Lüfterdrehzahl auf die entsprechenden Nennwerte, sobald die Anlage eingeschaltet wird. Lediglich die Armaturleistung wird je nach der für den Schwingungsversuch benötigten Leistung verändert.
Beim ECO-Shaker von IMV wird die für die Durchführung des Schwingungsversuchs benötigte Leistung ständig überwacht. Dadurch gewährleistet das ECO-System automatisch die Nachregelung von Feldleistung und Kühllüfterdrehzahl und damit den Betrieb der Anlage mit dem kleinstmöglichen Energieeinsatz.

Die Energieeinsparung kann signifikante Werte erreichen. Einige Beispiele für den Betrieb des ECO-Shakers von IMV werden nachfolgend beschrieben. Die realisierbare Kosteneinsparung ist erheblich. Die Angaben beruhen auf Berechnungen mit realen Leistungsparametern der Shaker.

Neben der Reduzierung der Kosten verringert das ECO-System von IMV den CO2-Ausstoß und verbessert die Umweltbilanz Ihres Unternehmens. Die CO2-Einsparungen sind den vorstehenden Tabellen zu entnehmen.
Diese einzigartige Technologie ist das Ergebnis intensiver Forschungsarbeit der Entwicklungsingenieure und Konstrukteure der IMV Corporation.
WIESO ARBEITET DAS ECO-SYSTEM VON IMV SO GERÄUSCHARM?
Auch der Kühlbedarf wird bei einer Prüfung mit dem ECO-Shaker von IMV deutlich optimiert.
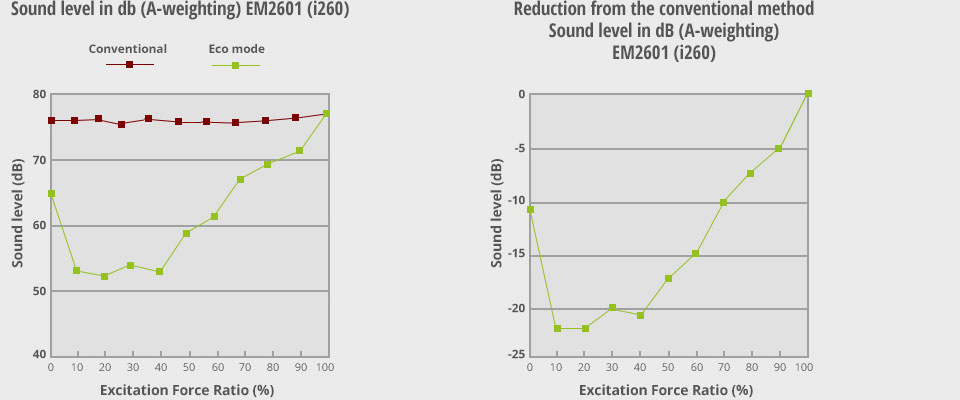
Das ECO-System arbeitet ebenfalls sehr geräuscharm. Schwingprüfsysteme mit Luftkühlung stehen häufig wegen des hohen Geräuschpegels des Lüfters in der Kritik. Das ECO-System von IMV löst dieses Problem. Bei Prüfungen mit geringem Leistungsbedarf läuft der Kühllüfter automatisch mit reduzierter Drehzahl, die Geräuschemission der Gesamtanlage wird wesentlich reduziert. Arbeitet der Shaker mit voller Leistung, ist die Geräuschemission des Shaker-Tisches höher als die des Lüfters. Damit ist das Geräusch des Lüfters kein Problem. Viele Kunden von IMV erwerben das ECO-System u.a. wegen des niedrigen Geräuschpegels und der damit verbundenen Energieeinsparung.
Die folgenden Schallleistungspegel wurden beim Betrieb des Shakers i260 von IMV (Nennleistung 54kN) bei Betrieb im ECO-Energiesparmodus gemessen.
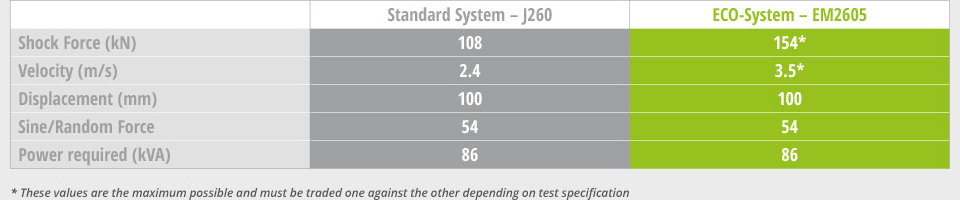
WEITERE ATTRAKTIVE MERKMALE – HOHE Schock-GESCHWINDIGKEIT
Für Prüfungen, bei denen hohe Schock-Geschwindigkeiten benötigt werden, verwenden herkömmliche Schwingprüfsysteme Anpasstransformatoren zur Bereitstellung der erforderlichen höheren Armaturspannungen. Damit steigen nicht nur die Kosten für die Anlage, moderne Armaturpositioniersysteme (DC-Steuerung) sind auch nicht mehr einsetzbar.
Durch die Regelung des Feldes kann die Schockgeschwindigkeit maximiert werden. Diese Technik (Abschwächung des Feldes) findet in elektromechanischen Geräten verbreitet Anwendung, die automatische Anwendung in Schwingprüfsystemen ist jedoch einmalig und nur im ECO-Shaker von IMV implementiert.
Durch Eingabe eines spezifischen Schock-Profils in den Regler K2 von IMV wird die Feldspannung des Shakers automatisch eingestellt, so dass die gewünschte Geschwindigkeit erreicht wird. Manuelle Eingriffe durch den Benutzer sind nicht erforderlich.
Profile entry into K2 Field level automatically set

Die folgende Abbildung zeigt ein Beispiel für die Fähigkeit des Shakersystems J260 von IMV höhere Geschwindigkeiten zu erreichen.
IST DIE ECO-TECHNOLOGIE AUCH FÜR SHAKER MIT WASSERKÜHLUNG EINSETZBAR?
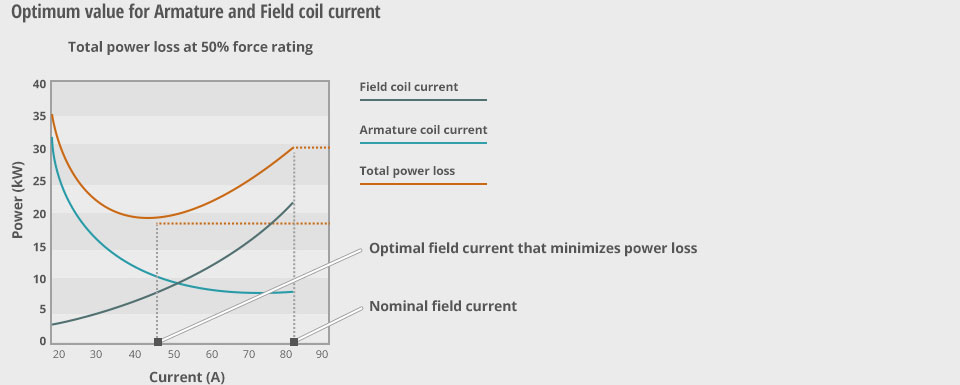
Wie bereits beschrieben, ist die durch den Shaker erzeugte Kraft proportional dem Produkt aus Feldstrom und Armaturstrom. Sinkt der Feldstrom, muss der Armaturstrom zur Sicherung des gleichen Leistungsniveaus erhöht werden. Das bedeutet, dass es für jede benötigte Kraft einen optimalen Betriebspunkt für den minimalen Energieverbrauch des Systems gibt, der durch optimale Ausbalancierung von Feldstrom und Armaturstrom ermittelt wird. Diese Methode ist gleichermaßen anwendbar bei Shakern mit Wasserkühlung. Die ECO-Systeme von IMV können sowohl für Shaker mit Luftkühlung als auch für solche mit Wasserkühlung eingesetzt werden.
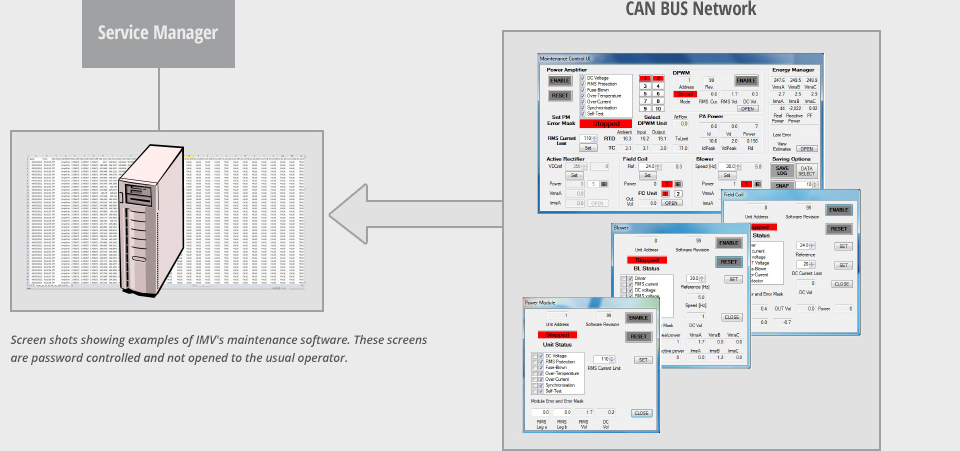
PROFESSIONELLE SERVICELEISTUNG – WARTUNGSMANAGER
Das ECO-System von IMV überwacht bis zu 200 unterschiedliche Parameter, z.B. die Betriebszustände der Leistungsmodule, Systemtemperaturen, Verriegelungsstatus, Reglerstatus, Zustand der Drehstromversorgung usw. Diese Parameter werden durch das System aufgezeichnet und in einer Protokolldatei gespeichert und stehen für unterschiedliche Auswertungen zur Verfügung. Bei jeder im System auftretenden Störung wird ein Snapshot der Betriebsparameter des Systems unmittelbar vor und nach der Störung erstellt. Mit Hilfe dieser Informationen ist IMV in der Lage, das System durch Fernsteuerung zu warten und auftretende Systemprobleme zu analysieren:
- Damit können Probleme per Fernsteuerung gelöst werden. Zeit- und kostenaufwändige Besuche eines Serviceingenieurs entfallen und die Ausfallzeit wird minimiert.
- Ist ein Servicebesuch unumgänglich, führt der Serviceingenieur die benötigten Ersatzteile bereits mit und stellt den Betriebszustand der Anlagen nach nur einem Besuch wieder her.
Wir tun alles, die Ausfallzeiten ihrer ECO-Schwingprüfsysteme so gering wie möglich zu halten und die Wirtschaftlichkeit Ihrer Anlage zu maximieren.
Abbildung mit Daten und Netzwerkstruktur des ECO-Shakers
ICH MÖCHTE GERN MIT MEINEM VORHANDENEN REGLER WEITER ARBEITEN. MUSS ICH AUF DEN REGLER K2 von imv UMSTELLEN?
Der fortschrittliche Regler K2 von IMV hat sich unter extrem komplexen Regelungsbedingungen bestens bewährt, von Einachs-Einpunkt-Regelung bis zur gleichzeitigen Regelung mehrerer Punkte auf verschiedenen Achsen. Der Betrieb des ECO-Systems mit dem K2 erfolgt nahtlos und automatisch. Die Vorteile des ECO-Systems können jedoch bei gleicher Energieeinsparung, Geräuschreduktion, leistungsfähiger Serviceunterstützung und gleicher Steigerung der Systemleistung mit jedem anderen Regler genutzt werden.
HERKÖMMLICHE SYSTEME
Bisher erfolgte die Konstruktion von Schwingprüfsystemen stets auf der Basis der einzelnen Systemkomponenten: Verstärker, Shaker, Kühllüfter, Regler.
Bei der Durchführung herkömmlicher Schwingungsprüfungen programmiert der Benutzer die benötigten Schwingungsprofile. Sind die Profile eingegeben, wird der Verstärker eingeschaltet und der Versuch über den Regler gefahren. Der Betrieb von Shaker, Verstärker und Regler erfolgt getrennt.
Nach Einschalten des Shakers wird die Feldleistung auf den Nennwert (Maximalwert) gestellt, der Lüfter läuft mit Nenndrehzahl (50Hz bzw. 60Hz). Die Anlage verbraucht eine erhebliche Menge Energie, selbst wenn kein Versuch läuft. Mit Beginn der Schwingungsprüfung wird die Armaturleistung so weit erhöht, dass die benötigte Kraft erreicht wird.
Die durch den Shaker erzeugte Kraft ist proportional dem Produkt aus Feldstrom und Armaturstrom. Bei Reduzierung des Feldstroms muss der Armaturstrom zur Bereitstellung der gleichen Kraft entsprechend erhöht werden.Das bedeutet, dass es für jede benötigte Kraft einen optimalen Betriebspunkt für den minimalen Energieverbrauch des Systems gibt, der durch optimale Ausbalancierung von Feldstrom und Armaturstrom ermittelt wird. Je weniger Energie das System aufnimmt, umso geringer ist die Belastung!
BEI ANDEREN SCHWINGPRÜFSYSTEMEN IST DIE ERREGUNG ABER REGELBAR
Schwingprüfsysteme mit steuerbarer Feldleistung werden bei Schwingungsprüfungen seit langem eingesetzt. Meist erfolgt die Einstellung des Feldstroms auf 70% des Nennwerts. Diese Einstellung muss vor Beginn der Prüfung vorgenommen werden. Das bedeutet, der Benutzer muss bereits im Vorfeld der Prüfung Kenntnis von der benötigten Kraft haben (niedrigerer Feldstrom bedeutet, dass eine geringere Kraft zur Verfügung steht). Was geschieht aber, wenn sich die benötigte Kraft im Laufe der Versuchsdurchführung ändert?
Weil die benötigte Kraft für die Gesamtdauer des Versuchs nicht immer bekannt ist, ist eine Voreinstellung des Werts oft nicht möglich. Das kostet Energie.
Diese herkömmlichen Möglichkeiten zur Reduzierung des Feldstroms verwenden zumeist einen Dreiphasen-Gleichrichter. Wird der Feldstrom verringert, erscheint in der Signalform des Feldstroms eine Welligkeit von 300 Hz, die auf die Armatur durchschlägt. Dadurch ist die Möglichkeit der Reduzierung des Feldstroms auf maximal ca. 70% des Nennwerts begrenzt. Damit wird natürlich das mögliche Energieeinsparungspotenzial bei weitem nicht ausgeschöpft
Abbildungen mit den gleichgerichteten Dreiphasen-Signal
